

C & C Rail Technology: Experts in Crane Rail Concepts, Installation, and Service
Based in Alsdorf, C & C Rail Technology has an international reputation in the rail technology field. We possess expertise in high-rack rails and crane rails. Our responsibility spans all areas from conceptual design to installation, service, and maintenance. This area is complemented by our competence as a trading partner for components and parts around the core product of crane rails.
More Protection With Monitoring:- Rail Installation and Dismantling
- Welding and Grinding Works
- Maintenance and Repair
- Electrical Rail Installation
- Rail Measurement Services

C&C Rail Technology: High-Quality Products
C&C Rail Technology offers reliable solutions for all industrial needs with its extensive experience in crane rails and high shelf systems.
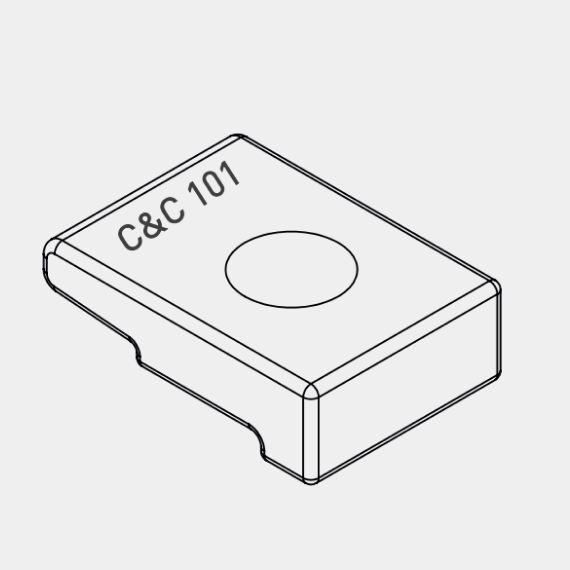
C&C 101 Bolt-on Rail Clips
C&C 101 bolt-on rail clip is made from a forged part, offering easy installation thanks to its special design.
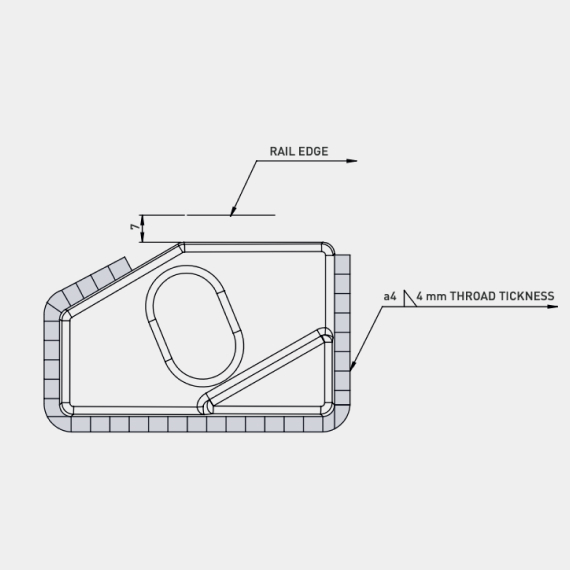
C&C 106 Welded Rail Clips
Weld the clip base around its entire circumference with a 4mm throat thickness, except for the side closest and parallel to the rail. Use low-hydrogen electrodes for welding. Recommended electrodes: AWS E7018 or E7028. The clip base is made from weldable quality steel. Please contact us for continuous welding requirements.
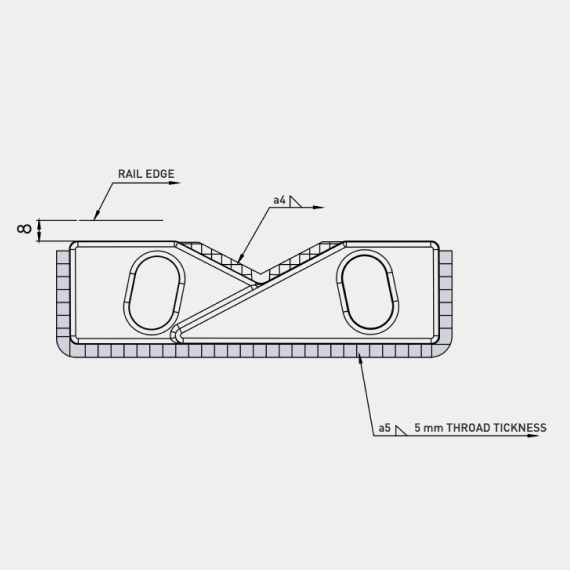
C&C 205 Welded Rail Clips
Weld the clip base around its entire circumference with a 5mm throat thickness, except for the side closest and parallel to the rail. Use low-hydrogen electrodes for welding. Recommended electrodes: AWS E7018 or E7028. The clip base is made from weldable quality steel. Please contact us for continuous welding requirements.
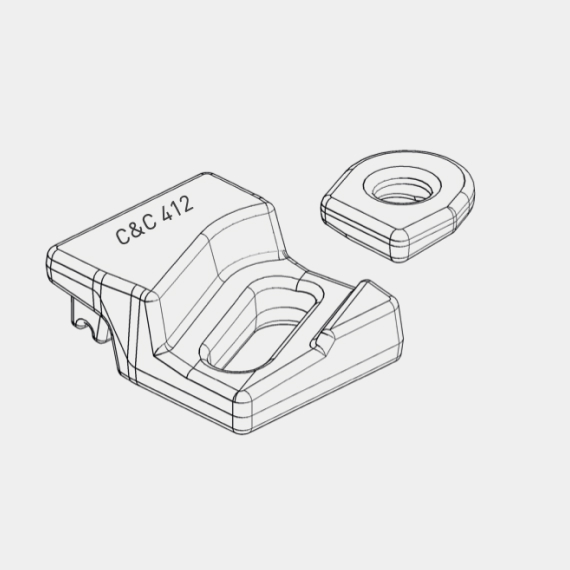
C&C 412 Bolt-on Rail Clips
The main component is placed against the rail first, followed by a special washer on top of the main component. The nut is tightened manually. A hammer is used for tighter contact. After the main component is seated, use an electric or pneumatic wrench to tighten the nut. Please contact C&C for complete assembly instructions.
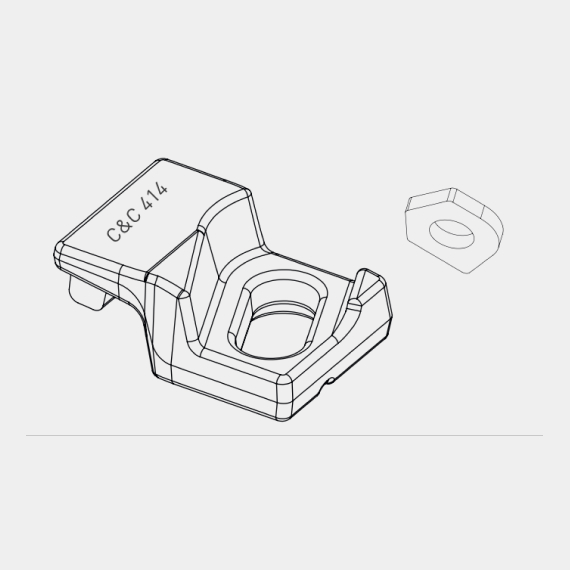
C&C 414 Bolt-on Rail Clips
The main component is placed against the rail first, followed by a special washer on top of the main component. The nut is tightened manually. A hammer is used for tighter contact. After the main component is seated, use an electric or pneumatic wrench to tighten the nut. Please contact C&C for complete assembly instructions.
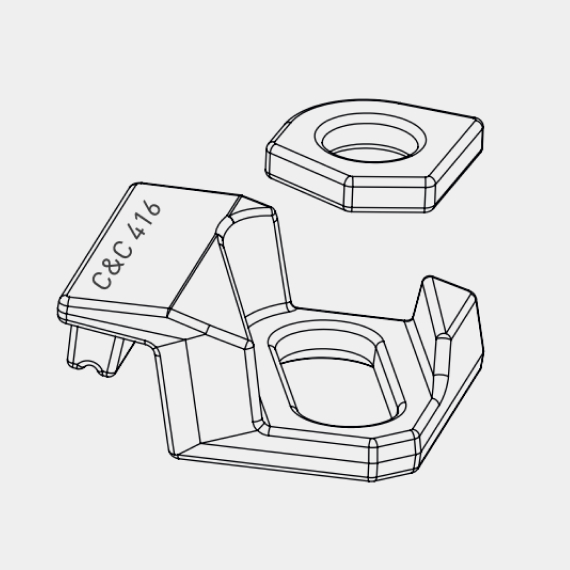
C&C 416 Bolt-on Rail Clips
The main component is placed against the rail first, followed by a special washer on top of the main component. The nut is tightened manually. A hammer is used for tighter contact. After the main component is seated, use an electric or pneumatic wrench to tighten the nut. Please contact C&C for complete assembly instructions.
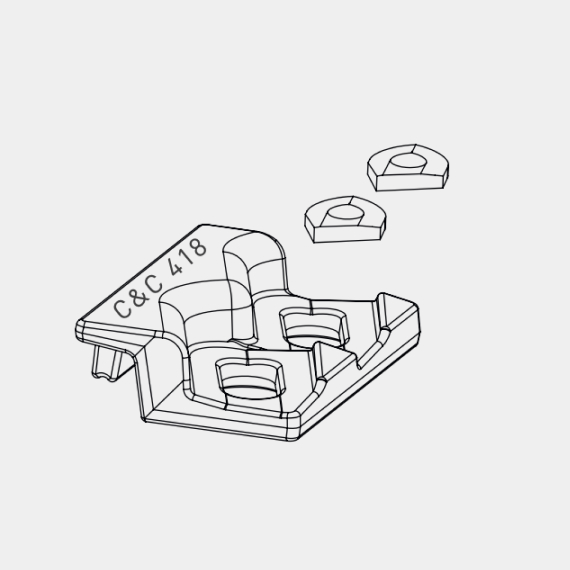
C&C 418 Bolt-on Rail Clips
The main component is placed against the rail first, followed by a special washer on top of the main component. The nut is tightened manually. A hammer is used for tighter contact. After the main component is seated, use an electric or pneumatic wrench to tighten the nut. Please contact C&C for complete assembly instructions.










C&C Schienentechnik
Leader in rail technology, secure solutions with C & C.
- [email protected]
- [email protected]
- Tel: +49(0)24045967890
- Fax: +49 (0) 24045967891
- Mobil: +491743962104
-
C&C Schienentechnik
Saarstr.76 52477 Alsdorf (Germany) -
C&C Schienentechnik
Nene Hatun MAH. Pasinler CAD. No:30/1 Esenler/İstanbul